






















|
상세 정보 |
|||
| 톱 웹 가공 직경 범위: | ¢100-¢800mm | 웹 보어 직경을 보았습니다.: | 12-220mm |
|---|---|---|---|
| 톱망의 두께 (제철판): | 1-7mm | 방사형 각도: | 3°-15° |
| 동작속도: | 18개/분 | 그라인딩 휠 치수: | 80*100*32mm |
| 강조하다: | 톱 블레이드 사이드 앵글 날카로운 기계,두 번 썰기 사이드 앵글 날카로운 기계 |
||
제품 설명
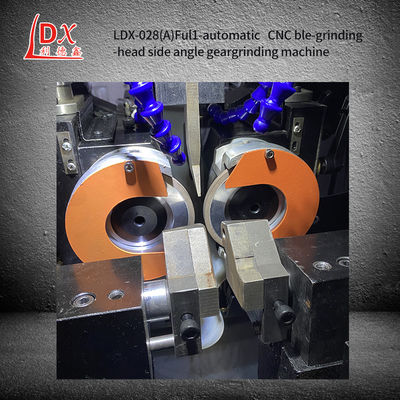
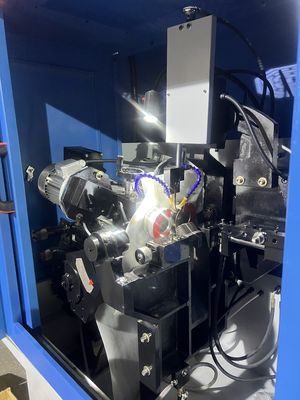
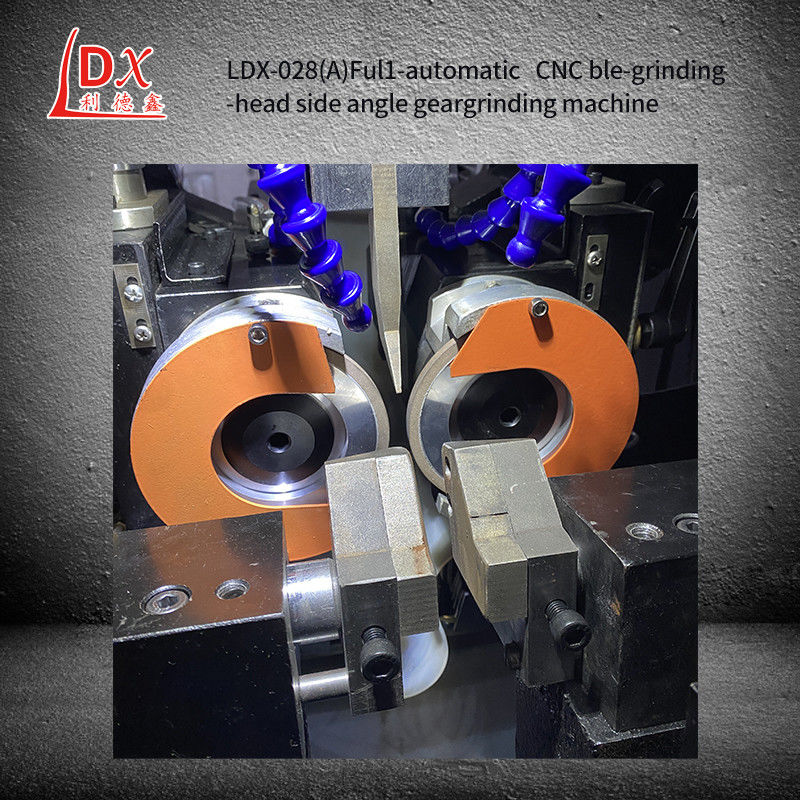
LDX-028A 완전 CNC 이중 밀링 헤드 원형 톱 블레이드 사이드 앵글 날카화 기계 공장 직접 판매
CNC 톱 블레이드 밀링 기계의 작동 원리:
1두 개의 회전 디스크 밀링 바퀴의 좁은 면은 래크의 두 개의 치아 표면과 같습니다. 작업 조각은 롤링 디스크와 철강 벨트를 통해 움직입니다.그리고 테이블은 전체 치아 너비를 깎기 위해 작업 조각의 축을 따라 앞뒤로 이동
2이빨을 긁은 후, 분할 머리 프레임은 전환판을 통해 이빨을 분리합니다.
3이 기계는 또한 추가 장치를 사용하여 나선 치아를 깎는 데 사용할 수 있습니다. 깎는 바퀴가 내부 기어에 삽입되면 내부 기어를 깎을 수 있습니다.이러한 종류의 기계 도구는 일반적으로 수평적으로 배치됩니다. 지름이 1 미터 이상일 때 수직 배열을 채택합니다. 정확도는 4 레벨에 도달 할 수 있습니다. 고 정밀 기어 깎기에 적합합니다.
밀링 프로세스 제어:
1깎는 과정에서 톱날과 깎는 돌 사이의 각도는 항상 유지되어 깎기의 균일성과 대칭을 보장합니다.
2톱니 잎의 재료와 가공 재료의 경직도에 따라 밀림 깊이를 조정합니다.과잉 깎거나 깎지 않도록 각 치아의 깎기 깊이가 일관성 있는지 확인합니다..
3닦는 과정에서, 일부 치아의 과도한 또는 불충분한 닦기를 피하기 위해 각 치아를 균등하게 닦아야 합니다.밀링 동률은 밀링 속도와 밀링 시간을 제어함으로써 보장 될 수 있습니다..
| 기술 매개 변수: |
| 톱 웹 가공 직경 범위:¢100-¢800mm |
| 톱 웹 구멍 지름: 12-220mm |
| 톱망의 두께 (제철판):1-7mm |
| 치아 간격: 5-80mm |
| 앞 기울기 각, 기울기 각: 5°~15° |
| 방사각: 3°~15° |
| 작동 속도: 18개 치아/분 |
| 공급 스트록: 1-28mm (단계 없는 변동 속도) |
| 밀링 휠 크기: 80*100*32mm |
| 밀링 속도: 26m/s |
| 냉각 수소 펌프 흐름: 501/min |
| 냉각액 실린더 부피: 90L |
| 전체 전력: 4.3KW |
| 전압: 3단계 380v |
| 무게: 1,100KG |
| 외부 지름 크기: 1.75*1.4*2.0mm |
| 기술 특성: |
| 직관적이고 간단한 전체 중국어 조작 인터페이스는 큰 크기의 터치 스크린과 일치합니다. 그래서 장비는 더 쉽게 작동합니다.그리고 모든 미리 설정된 절차 또는 자체 컴파일 절차는 더 편리하게 호출; servo 도구 설정 장치 정밀한 위치 기능을, 그래서 제품의 밀링 정확도는 크게 보장됩니다.장비의 사용 기간이 크게 길어집니다., 그리고 장비는 간단하고 조작 및 유지 보수에 쉽습니다; 한 사람이 동시에 많은 장비들을 조작 할 수 있으므로 생산 효율이 크게 향상됩니다.그리고 비용은 감소합니다.. |
![]()
![]()
![]()
![]()
이 제품에 대한 자세한 내용을 알고 싶습니다