
























|
상세 정보 |
|||
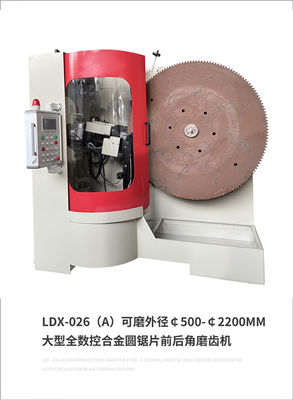
| 가공 톱날 직경 범위: | ¢500- ¢ 2200mm | 치아 상단 후면 각도: | 6~45도 |
|---|---|---|---|
| 네거티브 챔퍼 연삭: | -27도 | 전체 전력: | 2.2 kw |
| 기계적 치수(길이 x 너비 x 높이): | 1900X1400X2000mm | 기계적 중량: | 1200 킬로그램 |
| 강조하다: | 자동 밀링 머신 ldx-026a,500mm~2200mm 자동 밀링 머신,500mm-2200mm 밀러용 4 인치 톱 블레이드 |
||
제품 설명
LDX-026A 톱 블레이드 지름 500MM-2200MM 큰 탄화탄소 톱 블레이드 자동 밀링 머신
제품 사용:
1이 기계는 큰 합금 톱 블레이드를 깎기 위해 설계되었습니다
2높은 자동화, 간단한 조작 및 배우기 쉬운
3톱날의 각도 날개는 가능합니다.
4이빨 모양의 조합은 한 번에 완료될 수 있습니다.
밀링 시그 블레이드:
1먼저, 톱날을 고정 할 때 적절한 장착 장치를 통해 톱날을 톱톱 톱날로 고정해야합니다.그것은 톱날의 치아 피치와 치아 높이에 따라 깎는 시작점과 끝점을 결정해야합니다..
2톱날의 치아 모양과 필요한 깎는 효과에 따라 깎는 돌의 위치, 각도 및 깊이를 조정해야합니다.각종 톱 블레이드가 다른 깎기 요구 사항을 가지고 있다는 점에 유의해야합니다, 톱니 톱니 톱니의 특수한 상황에 따라 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니 톱니
3맷기 시작하기 전에 맷기를 켜고 특정 맷기 속도와 깊이를 유지해야합니다.그것은 톱니 블레이드의 피치와 치아 높이에 따라 대응하는 위치에 게어 톱니 기계의 밀링 스톤을 이동하는 것이 필요합니다.. 치아 줄을 깎은 후, 톱 블레드를 돌리고 다시 깎아야 합니다. 깎는 과정에서 깎는 깊이에 주의를 기울여야 합니다.너무 깊거나 너무 浅하지 않아 톱날에 손상을 입힐 수 없습니다..
| 기술 매개 변수: |
| 가공 자작 잎 지름 범위: 500- 2200mm |
| 시어 블레이드 오프레이션: 10-220mm |
| 톱 블레이드 두께 (제철판): 1-12mm |
| 치아 사각지대: 7~120mm |
| 치아 표면 각도: 5도에서 +30도 |
| 치아 상단 뒷쪽 각: 6-45도 |
| 이빨의 왼쪽과 오른쪽 기울기: 이빨 끝/이빨 표면 45도 |
| 블레이드 밀링 스트로크 범위: 최대 25mm (조정 가능한) 치아/분 |
| 썰기 속도: 0.5-6mm/s |
| 작업 속도: 최대 20개 치아/분 |
| 밀링 휠 크기 (외교 지름 x 구멍): (¢ 125mm x ¢32mmX1mm) |
| -27도 |
| 밀링 헤드 회전 각: 90도와 180도 |
| 밀링 휠 선형 속도: 26m/s |
| 냉각수 펌프의 흐름 속도: 501/min |
| 냉각 액체 실린더 부피: 85L |
| 전체 전력: 2.2 kW |
| 전압: 3단계 380v |
| 기계적 무게: 1200KG |
| 기계적 차원 (길이 x 너비 x 높이): 1900X1400X2000mm |
| 기술적인 특징: |
| 이 기계의 설계는 국내외 유사한 모델의 특성을 참조하고, 같은 유형의 장점을 흡수하고 분석하며, 몇 가지 기능적 개선을 수행합니다.이 장비는 특별히 큰 합금 톱 블레이드를 깎기 위해 설계되었습니다.. |
| 1. 1 클릭 다기능 작동을 위해 치아 프로파일의 여러 세트를 미리 설정. |
| 2- 계단의 평면 치아 한 번에 완료 될 수 있습니다, CNC 썰매와 3 배의 효율을 증가시킬 수 있는 모든 치아 모양;정확성 향상 및 서비스 수명을 연장하기 위해 개선 된 기어 추출 작업. |
![]()
![]()
이 제품에 대한 자세한 내용을 알고 싶습니다