























|
상세 정보 |
|||
| 치아면 각도: | 5°~+30° | 가공 외경 범위: | ¢200-¢1200mm |
|---|---|---|---|
| 네거티브 챔퍼 연삭: | -27° | 톱망의 두께 (제철판): | 1-12mm |
| 냉각수 실린더 용량: | 85L | 외관(세로*가로*높이): | 1500X1200X1800mm |
| 강조하다: | 완전히 CNC 밀링 머신,CNC 서보 피드 밀링 머신,공급 톱 블레이드 CNC 밀링 머신 |
||
제품 설명
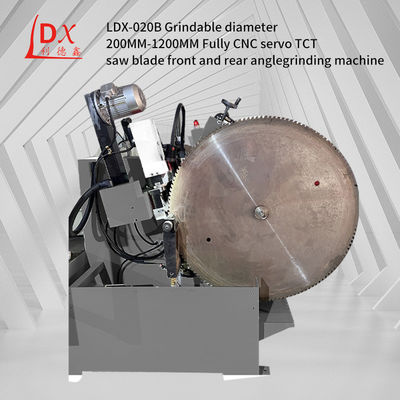
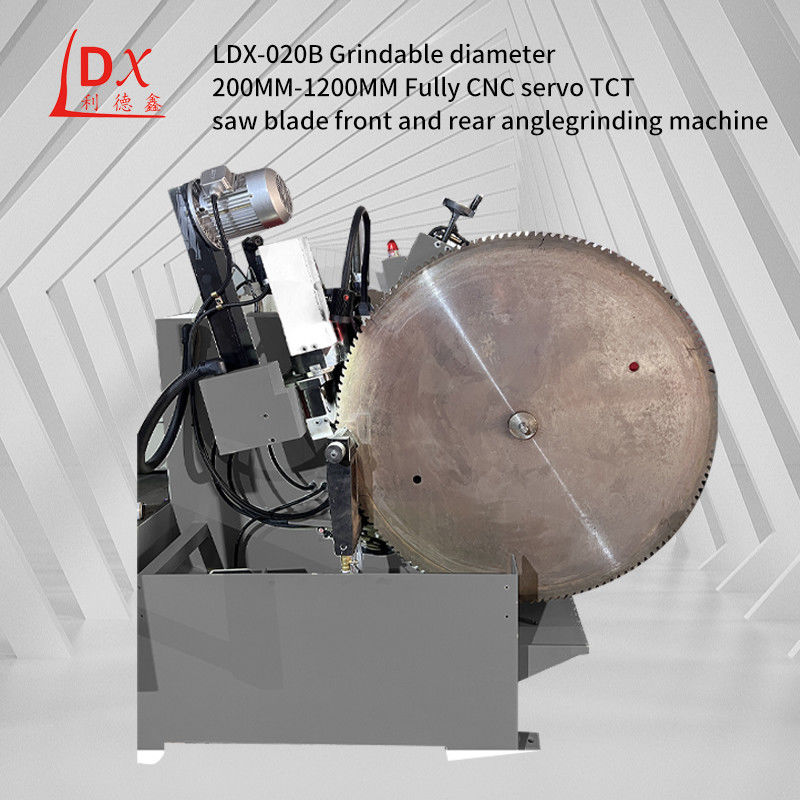
LDX-020B 완전히 CNC 서보 공급 톱 블레이드 밀링 기계
TCT 절단 방법:
1,톱날의 날개 날개는 단지 톱톱 치아의 앞쪽 모서리를 깎고 가공하는 것뿐입니다.합금 톱날의 밀링에 전문.
2,톱날의 측면 정확도는 큰 편차를 가지고 있으므로 톱길이 더 커지고 표면이 거칠고 톱니가 커집니다.스트레스 조정은 2 번 이상 수행해야합니다..
3,표준 범위 내에서 조절할 수 있다면 (이 표준은 일본 카네보 회사 (Japan Kanebo Co., Ltd.) 에 따라 자작刃의 생산 표준, 즉 자작刃의 측면 정확도를 의미합니다.)다음 프로세스를 입력합니다다른 경우, 깎는 것이 필요한 경우, 최선을 다하여 다시 시도하십시오.
4,사용 할 때 주의 를 기울여야 합니다! 톱날의 깎는 작업 은 두 단계 로 이루어집니다. 첫째, 일본 에서 수입 된 200 그릿 다이아몬드 깎는 바퀴 를 사용 합니다.그 다음 600-grit 밀링 바퀴는 더 정확한 밀링을 위해 사용됩니다..
자동 변속기 썰기 사용 방법:
1,먼저 컨트롤 패널을 클릭하고 앞 각을 누르면 이빨을 긁는 인터페이스에 들어갈 수 있습니다.앞 모서리를 누르면 왼쪽과 오른쪽 치아를 깎는 인터페이스에 입력하기 위해 왼쪽과 오른쪽 치아를 누르면. 인터페이스에 클릭 하 고, 그 다음 바늘을 당기는 중간에 절단 블레이드를 밀어, 각도를 정렬 하 고 시작 하기 위해 절단 블레이드를 잠그고. 작업.
2,리셋을 눌러
3,치아를 꺼내기 위해 누르십시오 (두 번 클릭 한 번 클릭 한 번 일시 중지 한 다음 두 번째 클릭하고 너무 빨리 누르지 마십시오)
| 주요 기술 파라미터: |
| 처리 외부 지름 범위:¢200-¢1200mm |
| 톱날의 내부 구멍:¢10-220mm |
| 톱망의 두께 (철판):1-12mm |
| 피치 범위:7-100mm |
| 치아 표면 각도:5°~+30° |
| 치아 상단 등각:6-45° |
| 치아 왼쪽/오른 기울기: 치아 위쪽/치아 얼굴 45° |
| 컷어 썰매 스트로크 범위: 최대 25mm (조정 가능한) 치아/분 |
| 밀링 속도:0.5~6mm/s |
| 작업 속도: 최대 20개 치아/분 |
| 밀링 휠 차원 (외선 지름 * 구멍): (¢125mm*¢32mm*1mm) |
| -27° |
| 밀링 헤드 회전 각: 90° 및 180° 밀링 속도: 26m/s |
| 냉각 수소 펌프 흐름:501/분 |
| 냉각 용액 실린더 부피: 85L |
| 총 전력: 2.2KW |
| 전압: 3단계 380v |
| 장비의 총 무게:800KG |
| 외관 ((길이* 너비* 높이) 1500X1200X1800mm |
| 기술적인 특징: |
| 이 기계는 국내와 외국에서 비슷한 타입의 특징을 참조하여 설계되었습니다.같은 유형의 장점을 흡수하고 분석하고 동시에 기능을 어느 정도 향상시키는. |
| 1. 치아 유형의 많은 그룹을 미리 설정 한 키 다기능 작동. |
| 2. 트라페조이드 평면 치아 한 번에 완료 될 수 있습니다, CNC 磨削 및 임의 치아 유형을 특징으로, 3 배의 효율을 향상시킬 수 있습니다;개선된 치아 추출 작업의 채택으로 인해, 정확도가 향상되고, 서비스 수명이 길어집니다. |
![]()
![]()
![]()
![]()
이 제품에 대한 자세한 내용을 알고 싶습니다